Proper control chart selection is critical to realizing the benefits of Statistical Process Control.
Many factors should be considered when choosing a control chart for a given application. These include:
- The type of data being charted (continuous or attribute)
- The required sensitivity (size of the change to be detected) of the chart
- Whether the chart includes data from multiple locations or not
- The ease and cost of sampling
- Production volumes
WinSPC Means Lower Costs and Higher Quality
WinSPC is software to help manufacturers create the highest quality product for the lowest possible cost. You can learn more here.
For variable data, X-Bar and R (or X-Bar and S) charts are very common, however there are cases when they are not appropriate. For example, charts for multiple locations within the subgroup are utilized when a subgroup consists of measurements that may come from different distributions. Examples include:
– Multiple measurements on the same unit (e.g. diameter in 3 places)
– Units produced during the same cycle from different cavities, machining locations, filling heads, etc.
When sampling is costly, when within-sample variation is negligible, or when the detection of “small” process changes is unnecessary, charts of individual measurements are often utilized. EWMA and CUSUM charts are useful when charting individual measurements but the traditional Individuals/Moving Range charts do not provide adequate sensitivity (ability to detect process changes when they occur).
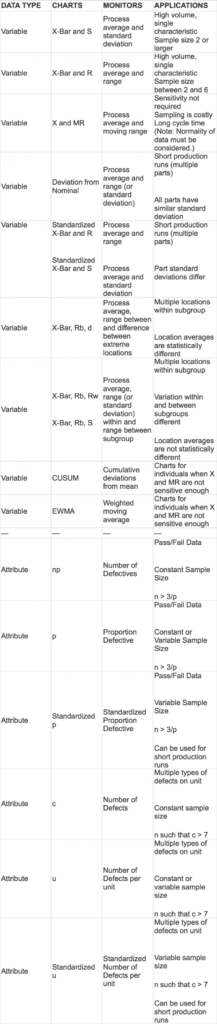
The following table may be utilized to help select an appropriate control chart for each application. The charts are segregated by data type. Charts for variable data are listed first, followed by charts for attribute data.
Steven Wachs, Principal Statistician
Integral Concepts, Inc.
Integral Concepts provides consulting services and training in the application of quantitative methods to understand, predict, and optimize product designs, manufacturing operations, and product reliability. www.integral-concepts.com
Download the white paper on how to jump-start a “mini” Six Sigma Quality program on a budget